La coulabilité du Zamak et son aptitude à reproduire tous les détails du moule en font un alliage adapté à la fonderie sous pression qui permet d’obtenir des pièces aux possibilités presque illimitées de forme et une précision dimensionnelle remarquable. Ce procédé présente de nombreux avantages lorsqu’il s’agit de fabriquer, en grande série, des pièces aux formes complexes comportant des tolérances précises et une exigence de répétabilité.
La précision dimensionnelle des pièces coulées en Zamak est exceptionnelle. Elle peut s’appliquer à des parois d’une grande finesse. Les plus petites pièces actuellement réalisées ont une masse de quelques milligrammes seulement.
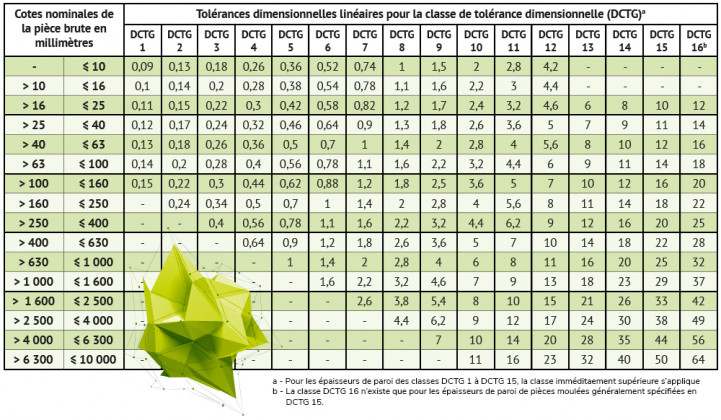
Les tolérances serrées (1/1000 dimension nominale) et les capabilités demandent une rigueur dans la procédure de mise au point et nécessitent des presses à injecter de qualité. Les paramètres importants sont les suivants :
- Les dimensions de la cote considérée (voir tableau).
- La position de la cote dans le moule : une précision maximale est obtenue lorsque la dimension est limitée par une partie unique et monobloc du moule.
- Les dispersions dues au pilotage de la presse : l’ensemble des paramètres de réglage de la machine – cadences de production, température du moule, température d’éjection de la pièce – intervient directement dans les dimensions de la pièce.
- La précision dans la réalisation du moule et son degré d’usure : grâce à la faible température de coulée des alliages de zinc et à leur passivité vis-à-vis des aciers, l’usure du moule est négligeable.
- La variation de la valeur du retrait, avec la garantie, à terme, de cotes précises pendant toute la durée de la production.
Il existe aussi des tolérances additionnelles pour des dimensions limitées par une partie mobile. La libération de contraintes, les déformations dues aux manutentions, au stockage ou lors de l’extraction de la pièce du moule, sont autant de paramètres à maîtriser afin de garantir des tolérances de planéité ou de concentricité nécessaires.
La fonderie sous pression des alliages de zinc offre, pour les pièces brutes de fonderie, la possibilité d’obtenir des tolérances répétables.
Pour les tolérances de fonderie, il convient de consulter la norme NF EN ISO 8062-3 : « Spécification géométrique des produits (GPS) – Tolérances dimensionnelles et géométriques des pièces moulées. Partie 3 : tolérances dimensionnelles et géométriques générales et surépaisseurs d’usinage pour les pièces moulées. »
Plus d’info sur : https://www.iso.org/obp/ui/#iso:std:iso:8062:-3:ed-1:v1:fr
Ou sur : https://www.sis.se/api/document/preview/908704/ (en anglais)
Infographie
Articles les plus consultés


26/04/2022
Temps de lecture : 4 minutes

04/03/2022
Temps de lecture : 6 minutes
Les dernières actualités

08/02/2024
Temps de lecture : 7 minutes

08/01/2024
Temps de lecture : 7 minutes
