Les moulages sous pression du zinc constituent un excellent choix pour d’innombrables applications décoratives et fonctionnelles. En raison de ses propriétés physiques et mécaniques uniques, l’alliage de zinc peut être moulé dans presque toutes les formes et tailles. Mais alors, quelle finition de surface faut-il choisir ? Retour avec IZA sur les méthodes classiques ou écologiques de finition et de revêtement de surface.
 Le zinc présente de nombreux attributs pour les pièces moulées : ductilité élevée, forte résistance aux chocs, stabilité dimensionnelle, résistance à la corrosion et à l’usure, bonnes caractéristiques électriques et électromagnétiques ou encore excellentes propriétés lubrifiantes. Le zinc peut également être moulé sous pression à des températures modérées, offrant ainsi d’importantes économies d’énergie et de transformation par rapport à d’autres métaux et alliages. De plus, il accepte une vaste gamme de finitions, qu’il s’agisse de traitements de conversion chimique, d’électrodéposition ou encore de polymères pulvérisés et cuits au four.
Le zinc présente de nombreux attributs pour les pièces moulées : ductilité élevée, forte résistance aux chocs, stabilité dimensionnelle, résistance à la corrosion et à l’usure, bonnes caractéristiques électriques et électromagnétiques ou encore excellentes propriétés lubrifiantes. Le zinc peut également être moulé sous pression à des températures modérées, offrant ainsi d’importantes économies d’énergie et de transformation par rapport à d’autres métaux et alliages. De plus, il accepte une vaste gamme de finitions, qu’il s’agisse de traitements de conversion chimique, d’électrodéposition ou encore de polymères pulvérisés et cuits au four.
Il est possible de bénéficier de presque n’importe quelle caractéristique esthétique et durabilité de revêtement en choisissant la finition appropriée. Les pièces moulées en zinc peuvent ainsi ressembler à de l’or massif, du laiton vieilli, de l’acier inoxydable, voire du cuir selon le traitement choisi. Dans la plupart des applications, le zinc moulé sous pression n’est pas exposé à des environnements corrosifs : les exigences esthétiques de la pièce déterminent donc la finition à utiliser. Dans de nombreux cas, aucune finition n’est appliquée.
Pour les pièces utilisées dans un environnement agressif, comme le matériel marin, les pièces automobiles externes ou encore les éléments destinés à un usage en extérieur sur des sites industriels, les attaques corrosives peuvent entraîner de la rouille blanche, une coloration noire, ou, dans certains cas, l’écaillage et l’effritement de la finition, en raison de la corrosion de la couche de zinc sous-jacente. Dans de telles conditions hostiles, le fabricant doit alors sélectionner des finitions capables de résister à la corrosion.
Les finitions traditionnelles, comme la peinture à base de solvant, l’électrodéposition et les couches de conversion de chrome hexavalent[1], fournissent depuis des décennies des performances fiables dans ce domaine. Une gamme moderne et innovante de finitions de surface électrophorétiques utilisant les meilleures pratiques en matière de technologie verte a été mise au point pour suivre la tendance mondiale donnant la priorité à des matériaux respectueux de l’environnement. Ces finitions incluent des couches de métal véritable et simulé qui ont été reformulées pour éliminer toute présence de cadmium ou de plomb sans aucun placage de chrome en surface.
Pour aider les utilisateurs finaux et les fabricants de pièces détachées à choisir la meilleure finition pour une application donnée, l’International Zinc Association (IZA) a commandé une étude visant à évaluer les performances de 39 finitions de surface différentes : 20 finitions traditionnelles couramment utilisées et 19 nouvelles finitions écologiques dites « vertes » qui emploient un nombre réduit ou nul de composés organiques volatils (COV).
Des données ont été compilées à partir de deux études : la première, réalisée en 2006, s’est consacrée aux finitions traditionnelles, tandis que l’autre, réalisée en 2012, a analysé les nouvelles finitions vertes.
À des fins de comparaison, l’étude de 2012 a été conçue sur la base de l’étude précédente, qui portait sur deux critères de performance : la capacité d’une finition à protéger la couche de zinc sous-jacente contre la corrosion ; et la capacité de la finition à maintenir ses propriétés esthétiques initiales dans des conditions corrosives. En outre, l’étude de 2012 s’est assurée que les nouveaux produits de finition utilisaient les meilleures pratiques en matière de technologie verte et qu’ils étaient conformes à la directive RoHS de l’Union européenne sur la restriction des substances dangereuses.
L’étude de 2006 a été menée par le CAMRI (Corrosion and Materials Research Institute). Un « X » a été gravé sur les pièces finies afin d’exposer le Zamak. Des essais de corrosion ont été faits avec le spray au sel B-117, avec le brouillard salin cyclique ASTM G-85 et enfin avec le test DuPont. Durant les essais, les pièces moulées sous pression ont été exposées à une humidité constante de 100%, à 50°C, avec une vaporisation hebdomadaire d’une solution à base de 1% de chlorure de sodium et 1% de sulfate de sodium. Les 20 pièces ont été exposées pendant 6 mois, avec des évaluations intermédiaires après le 1er et le 3ème mois.
L’étude de 2012 a été conduite par Finishing.com Inc. et les tests de performance ont été réalisés par le CTL (Corrosion Test Laboratories) Inc. avec des procédures similaires.
A. Les finitions écologiques étaient les suivantes
1. Électrodéposition façon bronze ancien
Cette finition est obtenue par l’électrodéposition de cuivre suivie par des opérations de brunissage et d’allègement, puis de l’application d’un revêtement transparent. Elle offre un rendu lisse et chaleureux. Les pièces moulées disposant de cette finition ressemblent à des métaux plus coûteux, et possèdent également un bien meilleur aspect esthétique général que les finitions synthétiques « imitation métal ». L’électrodéposition façon bronze ancien est une finition courante pour les robinets de cuisine et de salle de bains, les luminaires et les matériaux de construction.
2. Couche transparente de composant unique sur une pièce brute de fonderie
Les pièces ont été frottées avec du xylène pour supprimer toutes les huiles, puis trempées et retrempées après une période de séchage d’au moins une heure. Cette finition a été choisie pour connaître les résultats pouvant être obtenus avec des traitements très simples.
3. Couche transparente de composant unique sur une pièce poncée à la paille de fer
Le moulage arborait une finition modérément brillante au début de l’essai, ce qui pourrait constituer une finition « propre » pour certaines applications dans lesquelles ce composant ne représente pas la principale surface décorative.
4. Chromate trivalent et couche de finition organo-minérale à base de silicate
Les échantillons ont été décapés avec un produit alcalin, activés par un acide, chromés, puis recouvert de cette couche. Cette finition peut être considérée comme une finition d’ingénierie ou un prétraitement.
5. Procédé de revêtement dur électrochimique
Le revêtement dur s’apparente plutôt à une finition d’ingénierie qu’à une finition décorative.
6. Revêtement électrophorétique noir (voir points 6. à 9.)
L’électricité modifie les molécules de peinture, causant leur dépôt sur le moulage sous pression pour former un revêtement isolant et résistant électriquement. Ceci détourne la puissance électrique vers toute zone dépourvue de revêtement, assurant ainsi une couverture à 100 % et permet ainsi de proposer un revêtement hautement résistant à la corrosion, en dépit de son extrême finesse (environ 10 microns). Il s’agit donc d’un revêtement électrostatique cathodique en polyuréthane respectueux de l’environnement.
7. Revêtement électrophorétique transparent avec effet acier inoxydable post teinture
8. Revêtement électrophorétique transparent avec effet laiton post teinture
9. Revêtement électrophorétique transparent avec effet bronze post teinture
10. Placage autocatalytique au nickel

Il s’agit d’une finition brillante galvanisée avec du nickel sans chrome, obtenue par électrodéposition d’une couche de nickel brillant, suivie d’un placage éclair d’étain-nickel.
12. Placage de nickel noir
Cette finition offre un « aspect fumé » sans le chromage coutumier en employant un flash de nickel noir après le placage du nickel brillant Cette finition est actuellement très recherchée pour les composants automobiles, les présentoirs et d’autres applications.
 13. Revêtement électrophorétique transparent avec effet doré post teinture (voir points 13. à 19.)
13. Revêtement électrophorétique transparent avec effet doré post teinture (voir points 13. à 19.)
Il s’agit d’un revêtement électrostatique à base de polyuréthane d’une épaisseur de 4 à 14 microns apposé sur des pièces de moulages à pression, nettoyées avec un produit alcalin sans aucun prétraitement au phosphate. Un effet doré a été appliqué post teinture. Puisque l’objectif de cette étude était de déterminer la résistance à la corrosion et la préservation de l’aspect esthétique, des revêtements électrophorétiques de plusieurs couleurs différentes ont été testés.
14. Revêtement électrophorétique noir
15. Revêtement électrophorétique blanc
16. Revêtement électrophorétique bleu
17. Revêtement électrophorétique bleu + revêtement de polyuréthane en surface
18. Revêtement électrophorétique en bronze brossé
19. Revêtement électrophorétique en bronze brossé + revêtement de polyuréthane en surface
B. Les finitions traditionnelles testées en 2006 étaient les suivantes
A. Zinc noir
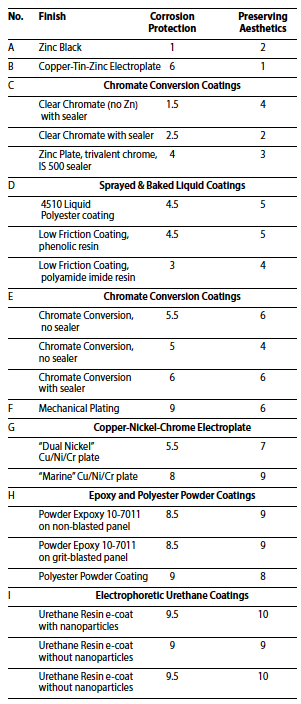
Il s’agit d’un processus dans lequel un film de phosphate noir relativement épais est appliqué au moulage pour le protéger contre l’humidité et les atmosphères modérément corrosives. Habituellement, cette finition n’est pas proposée comme une barrière autonome contre la corrosion, mais plutôt comme un prétraitement de la peinture. Contrairement au brunissage lisse et dense qui est largement utilisé sur les fusils et les outils en acier, le brunissage du zinc est terne et possède une consistance quelque peu poudreuse. En lui-même, le brunissage du zinc n’a pas offert de protection significative lors de test, et a été largement dissous ou lavé par le mouillage périodique des panneaux avec une solution de sels mixtes.
B. Électrodéposition de cuivre, d’étain et de zinc
Il s’agit d’un procédé exclusif qui forme une finition argentée terne sur le zinc. Lors de ces essais, elle a conféré une bonne protection au zinc, mais la finition en elle-même a développé un aspect inesthétique, parfois noir et taché. Dans ce cas, l’épaisseur totale de la finition était d’environ 25 microns.
C./E. Revêtements de conversion au chromate
Il s’agit de traitements chimiques par immersion qui produisent un mince film protecteur sur la surface du zinc. Ils visent principalement à protéger les pièces pendant le stockage ou l’entreposage dans des conditions favorables (en intérieur, par exemple), ou, comme le zinc noir, à fournir une surface optimale d’adhérence pour les finitions de peinture ultérieures ou d’autres finitions organiques. Les revêtements de conversion sont parfois suivis de l’application d’un scellant ou d’une laque pour améliorer leurs performances et étendre la portée de leur utilisation. Dans ces essais, il a été observé que les revêtements de conversion au chromate hexavalent, avec ou sans scellant, fournissaient de meilleures performances que les finitions en chrome trivalent ou en chromate « transparent ».
D. Revêtements liquides pulvérisés et cuits
Cette catégorie comprend un large éventail de compositions chimiques différentes, y compris les résines époxy et polyester, ainsi que les composés phénoliques et uréthanes. La matrice de test comprenait des revêtements en fluoropolymère à faible friction qui ne sont pas principalement destinés à fournir une protection contre la corrosion. Les revêtements ont été appliqués en utilisant une épaisseur d’environ 25 à 50 microns et ont fourni une protection modérée. Certains ont aussi eu tendance à se décolorer ou à devenir généralement inesthétiques pendant le test. Il existe sur le marché de nombreux revêtements organiques plus épais, pulvérisés et cuits au four qui auraient pu obtenir de meilleurs résultats lors de ce test.
F. Placage mécanique
Ce nom est un peu trompeur, car cette catégorie générale de finitions consiste à placer les pièces dans un tambour avec les mélanges souhaités de poudres métalliques et un produit chimique « activateur », puis à battre ces pièces jusqu’à ce que l’épaisseur voulue pour le revêtement s’accumule sur la pièce par action mécanique et chimique. Il est possible de cette façon d’enduire la pièce avec un « alliage » de presque tous les métaux souhaités, notamment des alliages de zinc + étain, zinc + cobalt, zinc + fer et zinc + nickel. Le zinc est presque toujours inclus parce qu’il répond particulièrement bien au processus de liaison mécanique/chimique. Ce processus a un net avantage sur l’électrodéposition dans le sens où les matériaux peuvent être appliqués très uniformément sur toutes les surfaces, y compris sur les coins intérieurs. L’utilisation de différentes combinaisons de métaux offre des aspects (colorations) différentes. Ce procédé a été développé à l’origine avec du zinc seulement (processus habituellement appliqué aux pièces en acier et appelé « galvanisation mécanique »). L’alliage de zinc + étain a été testé avec une épaisseur de revêtement de 50 microns, dont une couche de finition avec du chrome trivalent et un scellant transparent.
G. Électrodéposition de cuivre, de nickel et de chrome
Depuis de nombreuses années, ce type de finition est une valeur sûre pour les applications corrosives et extérieures. Sur le zinc, elle commence par une fine couche de flash de cuivre de cyanure (non acide) pour protéger le zinc contre l’acidité des bains ultérieurs. Vient ensuite une couche plus épaisse fournie par une plaque de cuivre acide, qui sert à homogénéiser davantage la surface et qui assure une bonne conductibilité électrique. Cette phase est suivie d’une ou plusieurs couches de nickel, qui fournissent une barrière continue résistante à la corrosion. Enfin, une ou plusieurs couches de chrome sont appliquées pour donner l’aspect « argenté » brillant souhaité et pour protéger le nickel contre des forces mécaniques telles que l’usure et l’érosion. L’électrodéposition a un inconvénient par rapport aux processus non électriques dans le sens où il est difficile d’obtenir un métal plaqué dans l’intérieur des coins et des trous. Ceci peut être en grande partie résolu à l’aide de ce qu’on appelle des anodes « conformes », mais elles rendent le processus plus coûteux. Ces tests ont été réalisés sur un système à deux couches de nickel (généralement appelé par certains, placage chrome de type « automobile ») et sur une version à trois couches de nickel (utilisée pour des applications plus rigoureuses et parfois qualifiée de qualité « marine »). Une amélioration notable des performances a été constatée avec le placage de qualité « marine », en comparaison avec celui de qualité « automobile ». Une augmentation sensible de l’incidence des défaillances locales dans les coins intérieurs a également été constatée avec les deux systèmes, ce qui indique probablement une application moins épaisse du placage à ces endroits.
H. Revêtements en poudre de polyester et époxy
 Ces revêtements polymériques sont appliqués sous forme de poudres dans un procédé électrostatique à sec, puis ils sont « fondus » dans un four. Ce processus offre des avantages environnementaux et sanitaires par rapport aux revêtements humides pulvérisés et cuits, car ici il n’est pas nécessaire de repousser des solvants. L’application de poudres étant généralement un processus électrostatique, les revêtements en poudre pulvérisée fournissent également une meilleure accumulation sur les côtés que les polymères pulvérisés humides. Par contre, il est difficile pour ces mêmes raisons d’obtenir des matériaux de revêtement dans les cavités profondes et coins intérieurs, bien que ce problème n’ait pas été observé avec l’exemple de géométrie utilisée pour ces essais. En fait, aucune défaillance locale de ces revêtements n’a été observée à l’intérieur des coins, comme cela avait été le cas avec l’électrodéposition de cuivre, de nickel et de chrome. Au cours de ces tests, les revêtements en poudre de polyester et époxy ont obtenu de meilleurs résultats que les revêtements liquides pulvérisés. Bien que les revêtements en poudre soient en train de se tailler une excellente réputation en tant que barrières de protection contre la corrosion, il est également vrai que ces revêtements en poudre, de 75 à 100 microns, étaient beaucoup plus épais que les revêtements liquides évalués dans ce programme. Il est généralement admis que le grenaillage d’une pièce offre une meilleure adhérence du revêtement et donc, de meilleures performances dans des conditions hostiles. La finition grenaillée sur certains panneaux enduits de résine époxy a uniquement produit un profil en surface d’environ 25 microns et n’a pas amélioré la performance au cours de ces tests par rapport à une surface de zinc non-grenaillé. La plupart des fabricants de revêtements recommandent des grenaillages plus intenses et beaucoup plus profonds : généralement de 50 à 75 microns pour obtenir une performance optimale des revêtements. Cependant, un grenaillage d’une telle agressivité peut entraîner une déformation et/ou l’apparition d’une surface enduite mate. Ce processus doit donc être testé et évalué sur votre pièce avant d’opter pour une préparation de grenaillage si puissante avant un revêtement en poudre.
Ces revêtements polymériques sont appliqués sous forme de poudres dans un procédé électrostatique à sec, puis ils sont « fondus » dans un four. Ce processus offre des avantages environnementaux et sanitaires par rapport aux revêtements humides pulvérisés et cuits, car ici il n’est pas nécessaire de repousser des solvants. L’application de poudres étant généralement un processus électrostatique, les revêtements en poudre pulvérisée fournissent également une meilleure accumulation sur les côtés que les polymères pulvérisés humides. Par contre, il est difficile pour ces mêmes raisons d’obtenir des matériaux de revêtement dans les cavités profondes et coins intérieurs, bien que ce problème n’ait pas été observé avec l’exemple de géométrie utilisée pour ces essais. En fait, aucune défaillance locale de ces revêtements n’a été observée à l’intérieur des coins, comme cela avait été le cas avec l’électrodéposition de cuivre, de nickel et de chrome. Au cours de ces tests, les revêtements en poudre de polyester et époxy ont obtenu de meilleurs résultats que les revêtements liquides pulvérisés. Bien que les revêtements en poudre soient en train de se tailler une excellente réputation en tant que barrières de protection contre la corrosion, il est également vrai que ces revêtements en poudre, de 75 à 100 microns, étaient beaucoup plus épais que les revêtements liquides évalués dans ce programme. Il est généralement admis que le grenaillage d’une pièce offre une meilleure adhérence du revêtement et donc, de meilleures performances dans des conditions hostiles. La finition grenaillée sur certains panneaux enduits de résine époxy a uniquement produit un profil en surface d’environ 25 microns et n’a pas amélioré la performance au cours de ces tests par rapport à une surface de zinc non-grenaillé. La plupart des fabricants de revêtements recommandent des grenaillages plus intenses et beaucoup plus profonds : généralement de 50 à 75 microns pour obtenir une performance optimale des revêtements. Cependant, un grenaillage d’une telle agressivité peut entraîner une déformation et/ou l’apparition d’une surface enduite mate. Ce processus doit donc être testé et évalué sur votre pièce avant d’opter pour une préparation de grenaillage si puissante avant un revêtement en poudre.
I. Revêtements électrophorétiques en uréthane
 Procédé également appelé « e-coating » : les revêtements électrophorétiques évalués ici ont tous obtenu des résultats exceptionnels. Mesurant seulement environ 20 à 25 microns d’épaisseur, ces finitions ont fait mentir la règle selon laquelle une forte épaisseur est nécessaire pour obtenir une bonne protection contre la corrosion. L’une des finitions testées contenait des « nanoparticules » de céramique pour ajouter une plus grande résistance à l’abrasion et à l’usure, ainsi qu’une couleur noire. Les nanoparticules n’ont montré aucun effet mesurable sur la résistance à la corrosion par rapport aux revêtements électrophorétiques standard en résine d’uréthane.
Procédé également appelé « e-coating » : les revêtements électrophorétiques évalués ici ont tous obtenu des résultats exceptionnels. Mesurant seulement environ 20 à 25 microns d’épaisseur, ces finitions ont fait mentir la règle selon laquelle une forte épaisseur est nécessaire pour obtenir une bonne protection contre la corrosion. L’une des finitions testées contenait des « nanoparticules » de céramique pour ajouter une plus grande résistance à l’abrasion et à l’usure, ainsi qu’une couleur noire. Les nanoparticules n’ont montré aucun effet mesurable sur la résistance à la corrosion par rapport aux revêtements électrophorétiques standard en résine d’uréthane.
Tous les échantillons ont été testés « tels que finis » sans aucun traitement thermique. Le score est basé sur un maximum de 10, les points étant déduits en fonction des défauts observés. Chaque échantillon a été évalué par rapport à deux autres échantillons : l’un non exposé ayant la même finition de surface, et l’autre sans finition de surface ayant subi les mêmes conditions d’exposition. Chaque finition a été jugée sur deux critères : la protection anticorrosion et la préservation de l’aspect esthétique. Les scores sont basés sur une échelle allant de 0 à 10 (0 représentant une performance inférieure ou égale à la pièce témoin non finalisée et 10 représentant un aspect visuellement parfait).
A. Finitions écologiques : résultats des performances
Le test CAMRI (Corrosion & Materials Research Institute) montre que les finitions écologiques sont en mesure de fournir aux moulages de zinc une excellente protection anticorrosion et de maintenir leur aspect esthétique d’origine. La finition autocatalytique plaquée au nickel a obtenu le meilleur résultat : un 10 pour sa protection anticorrosion et un 9 pour son apparence visuelle.
Les pièces ayant obtenu des résultats médiocres ont été retirées de l’essai après 90 jours d’exposition.
Les finitions écologiques ont été appliquées au Zamak 3. En 2006, deux alliages de zinc (Zamak 3 et Zamak 5) ont été utilisés pour les essais. Toutefois, étant donné que très peu de différences, voire aucune, n’ont été signalées, le test de 2012 a uniquement utilisé le Zamak 3.
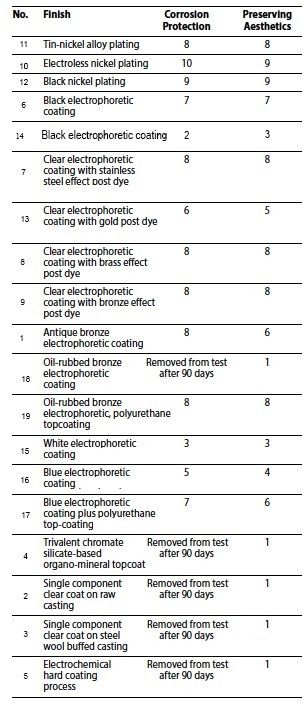
Les trois revêtements à résine électrophorétique ont tous obtenu des résultats exceptionnels ; ils ont reçu un 9,5 et 9 pour leur protection anticorrosion et un 10 pour l’apparence visuelle. Les trois revêtements en poudre de polyester et époxy ont également obtenu de bons résultats avec un 9 et un 8,5 pour la protection anticorrosion, et 9 et 8 pour l’aspect esthétique.
Le niveau de résistance à la corrosion est le principal facteur à prendre en compte lorsque vous choisissez une finition de surface. Si une pièce est utilisée à l’intérieur dans un environnement sec, la résistance à la corrosion n’est pas un facteur important. Pour les pièces intérieures qui seront fréquemment humidifiées au cours de leur utilisation, telles que les poignées et les pommeaux de douche, ainsi que pour les pièces devant être utilisées en extérieur dans une région rurale ou sur un site non industriel et non côtier, une résistance modérée à la corrosion sera nécessaire. Pour les pièces constamment mouillées, telles que le matériel pour bateaux et les installations maritimes, ainsi que les pièces devant être utilisées à l’extérieur dans des environnements industriels, une bonne résistance à la corrosion est essentielle. La plupart des pièces de zinc moulées ne sont pas exposées à des environnements corrosifs : les exigences esthétiques du modèle définiront donc le type de finition à utiliser.
Il faut également prendre en compte les tendances mondiales visant à éliminer le plomb, le mercure, le cadmium et le chrome hexavalent, ainsi que les normes environnementales de l’Union européenne régissant les restrictions de l’utilisation des substances dangereuses. Le test CAMRI a montré qu’il existe un certain nombre de nouvelles finitions électrophorétiques qui offrent un niveau élevé de protection anticorrosion et une bonne esthétique, y compris parmi les aspects métalliques si populaires aujourd’hui. Ces finitions écologiques offrent une alternative écoresponsable à l’utilisateur final et au fabricant de pièces.
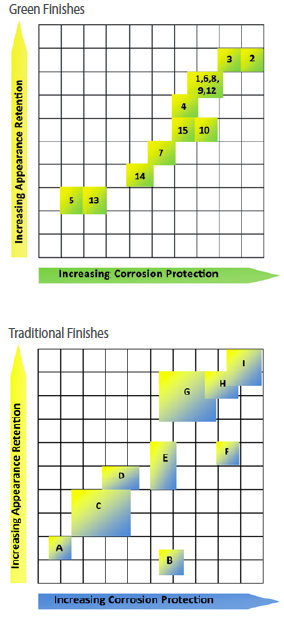
Les graphiques montrent les performances relatives des différents types de finitions écologiques et traditionnelles. Pour une meilleure résistance à la corrosion, choisissez des finitions se trouvant sur la droite du graphique. Pour une meilleure préservation de l’esthétique, vous pouvez envisager tous les types de finitions situés dans le haut des graphiques.
Source
Étude IZA : évaluation des performances des finitions de surface traditionnelles et écologiques pour les moulages sous pression du zinc
![]()
[1] Concernant l’utilisation du chrome hexavalent (ou chrome VI), se rapporter à la Directive RoHS européenne.
Crédits photos © :
Couverture : Sape Métal Charleville
Photo 1 : STEM
Photo 2 : Verbrugge
Photo 3 : Sape
Photo 4 : Amazon